
1. Customer Requirements
The customer is a major seafood producer and exporter in the Mekong Delta. They focus strongly on operational efficiency and are gradually applying IIoT solutions to manage large-scale production.
In this project, their main need was to monitor the vibration of the grinding machine system to improve equipment reliability and reduce the risk of unexpected downtime.
Main objective:
Collect vibration data from motors to monitor equipment condition, detect abnormalities early, and send timely alerts. This helps protect equipment, optimize maintenance activities, and ensure a continuous feed supply for more than 300 fish ponds.
Specific Requirements
-
Configure alarm levels according to the plant’s operating standards.
-
Provide a complete vibration monitoring solution, including sensors, signal converters, and all necessary installation accessories.
-
Handle installation and commissioning, and ensure all data is fully integrated into the SCADA system.
-
Provide support before, during, and after installation to ensure the system operates smoothly and is easy to use.
2. Proposed Solution
Aucontech proposed the Vibration Monitoring and Predictive Maintenance solution from RONDS.
Learn more about the solution here: Vibration Monitoring Solution
2.1. Three-Axis Wireless Vibration & Temperature Sensor RH605
Learn more about the product here: RH605
| Vibration Specifications | |
| Measurement Range | Piezoelectric: ±50 g MEMS: ±16 g |
| Linearity | 1% |
| Frequency Range (±3 dB) | Piezoelectric: 2 Hz - 20,000 Hz (±3 dB) MEMS: 2 - 1,000 Hz (±3 dB) |
| Standard Measurement Sampling Length |
Piezoelectric: 1K, 2K, 4K, 8K, 16K, 32K, 64K, 128K MEMS: 1K, 2K, 4K, 8K, 16K |
| Analysis Frequency | Piezoelectric: 500 Hz, 1,000 Hz, 2,000 Hz, 5,000 Hz, 10,000 Hz, 20,000 Hz MEMS: 500 Hz, 1,000 Hz |
| Long Waveform Acquisition | Piezoelectric: 256K, 512K, 1M, 2M Analysis frequency: 5,000 Hz, 10,000 Hz, 20,000 Hz |
| Temperature Specifications | |
| Temperature Range | -40~125 °C |
| Temperature Accuracy | ±1 °C (-40°C~125°C) |
| Electrical & Mechanical Specifications | |
| Power Supply | Pin Lithium-thionyl chloride |
| Communication Method | 2.4GHz IEEE 802.15.4 |
| Dimensions | 46.5 mm × 93.6 mm |
| Weight | 210 g |
| Environmental Specifications | |
| Operating Temperature | 40 °C~ 70 °C |
| IP Rating | IP68 |
2.2. Wireless Sensor Data Collector RH560
Learn more about the product here: RH560
| Sensor Communication | 2.4GHz IEEE 802.15.4 |
| LED Indicators | 3 LED lights (Power status, Communication status, Fault status) |
| Number of Connected Sensors | 1 – 45 RH605 devices (depending on actual application conditions) |
| Electrical & Mechanical Specifications | |
| Power Supply | 220V AC |
| Dimensions | 203 mm × 82 mm × 260 mm |
| Weight | 3 kg |
| Installation | Wall-mounted or fixed using a bracket |
| Environmental Specifications | |
| Operating Temperature | 40 °C~ 70 °C |
| IP Rating | IP66 |
2.3. Anybus Communicator - Common Ethernet
Learn more about the product here: ABC3090
The Anybus Communicator - Common Ethernet allows you to integrate existing serial industrial devices (RS-232/485) into Industrial Ethernet control networks such as EtherNet/IP, Modbus TCP, or PROFINET — without making any changes to the original devices.
Purpose: Protocol conversion between new and existing devices, ensuring seamless communication without affecting the current network infrastructure.
Key Features
-
Transfers up to 1,500 bytes of data in both directions.
-
Selectable Industrial Ethernet networks (EtherNet/IP, Modbus TCP, or PROFINET).
-
Web-based configuration interface with drag-and-drop functionality.
-
Industrial temperature range: -25°C to 70°C.
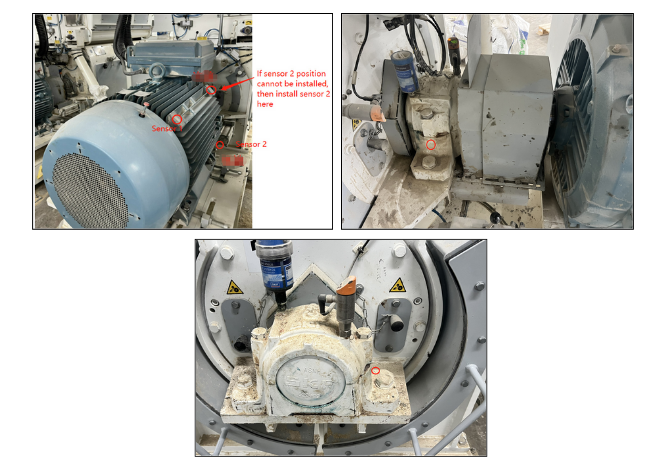
3. Installation & Deployment
4. Achievements
Aucontech carried out the installation and commissioning process according to the plant’s operating standards, ensuring stable performance and reliable data transmission.
The deployment scope included:
-
Installing vibration and temperature sensors on motor and grinding equipment
-
Mounting the wireless data collector in an optimized location for stable signal transmission
-
Configuring alarm thresholds based on the plant’s operating conditions
-
Integrating all collected data into the SCADA system
-
Testing, calibration, and on-site validation before handover
-
Providing technical training and post-installation support
The system was successfully deployed, enabling real-time condition monitoring, early fault detection, and improved maintenance planning for continuous feed production across more than 300 fish ponds.

